
На что обратить внимание при выборе форматно раскроечного станка
Перед тем, как разбираться с конкретными производителями, нужно поговорить об основных параметрах агрегата. И уже в зависимости от конкретных целей и задач делать окончательный выбор.
Основные характеристики
- Максимальная длинна пропила. Форматно раскроечные станки оборудованы специальной кареткой, при помощи которой осуществляется рез заготовки. Длинна хода каретки варьируется в пределах от 2,5 до 7 м. Если есть необходимость, или в дальнейшем планируется разрезать длинные заготовки, то лучше выбирать станок с более длинным ходом. Либо приобрести сразу два станка для коротких и для длинных деталей.
- Максимальная ширина детали. Это расстояние от диска до упорной струбцины. Как правило оно ограничено шириной станины. Если необходимо изготавливать достаточно широкие детали, то лучше выбирать станки с раскладной станиной или с возможностью расширения. Это связанно с тем, что поверхность, на которой лежит заготовка, должна быть идеально ровной, иначе рез получится кривым. Любые самодельные расширители не обеспечат необходимого покрытия, что в свою очередь, приведет к низкому качеству деталей.

- Угол наклона пропила. Некоторые форматно раскроечные станки оборудованы двумя пильными дисками. Один применяется для ровного реза, второй для углового. В зависимости от модели, угол наклона составляет от 0 до 90 градусов.
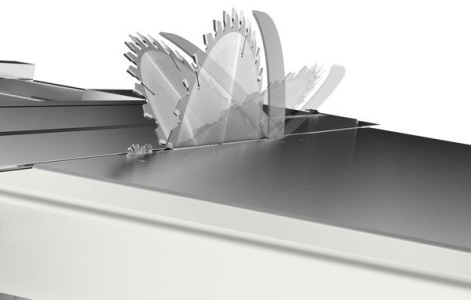
- Высота пропила при наклоне. Если станок оборудован угловым пильным диском, то появляется такой параметр, как высота пропила. Он зависит от длинны каретки углового диска и специфики крепежных элементов. В отличии от всех остальных, этот параметр необходимо проверять экспериментальным путем, так как сведения в техническом паспорте не всегда соответствуют действительности.

- Диаметр вала. Пильные диски, особенно при интенсивной работе, достаточно быстро затупляются. Соответственно подлежат замене. Чтобы выбрать подходящий диск, нужно знать диаметр вала.
- Диаметр пилы. Прорезь под диск рассчитана на определенный диаметр круга. Есть достаточно много разновидностей дисков с одинаковым диаметром вала, но разным диаметром круга.
- Мощность двигателя. В промышленных моделях находится на уровне 5-7 кВт. Форматно раскроечные станки с двигателями в 3-4, а иногда и в 2 кВт, не в состоянии обеспечить идеально ровный рез. Кроме того, маломощные двигатели испытывают повышенную нагрузку, в следствии чего быстро приходят в негодность.
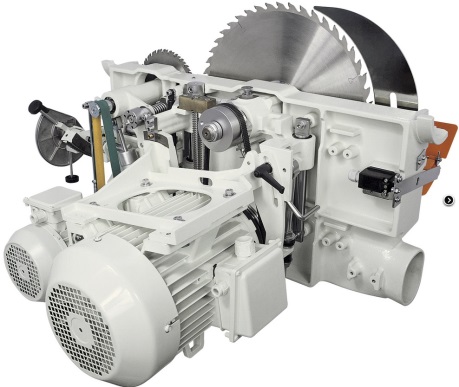
- Частота вращения. Чем она выше – тем ровнее рез. При этом важно понимать, что под каждую частоту применяются определенные виды дисков. Этот момент необходимо детально проработать, иначе спилы будут получатся неровными.
- Вес. На самом деле это один из самых важных параметров. Чем больше весит станок, тем он устойчивее. Качественные агрегаты изготовляют из чугуна и стали, чтобы максимально утяжелить конструкцию.
- Габариты. Хотя сами станки не выглядят слишком громоздкими, для работы с ними нужно много пространства. Для примера возьмем модель с длинной в 6 м и шириной в 5 м. Естественно это показатели крайних точек в полностью разложенном виде. 5*6=30 м2. Понадобится только для того, чтобы станок нормально работал. Далее еще нужно место для рабочих и хоть немного пространства размещать заготовки и складывать готовые изделия.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 25.12.2020Просмотров: 3423
Неподвижная основа форматно-раскроечного станка или станина, представляющая собой чугунную фрезерованную плиту. Для обработки заготовок больших размеров, можно увеличивать рабочую зону путём добавления удлиняющих или расширяющих плит и перемещая упорной линейки
- 25.12.2020Просмотров: 2047
Финишную распиловку древесно – стружечных материалов с успехом выполняют на форматно раскроечных станках scm, производство Италия. Рабочая поверхность оборудована эксцентриковыми прижимными захватами, удлинителями поверхности. Перемещение каретки стабилизировано шариками качения в закаленных направляющих сферической фрезерной выборки призматического сечения
- 25.12.2020Просмотров: 3346
Срок исправной службы форматно-раскроечного станка во многом зависит от срока службы его каретки. Кареткиразличают по тому, какой элемент обеспечивает их перемещение - ролики или шарики. Функционально оба варианта не отличаются друг от друга, и разница между ними может проявиться только при длительной эксплуатации

